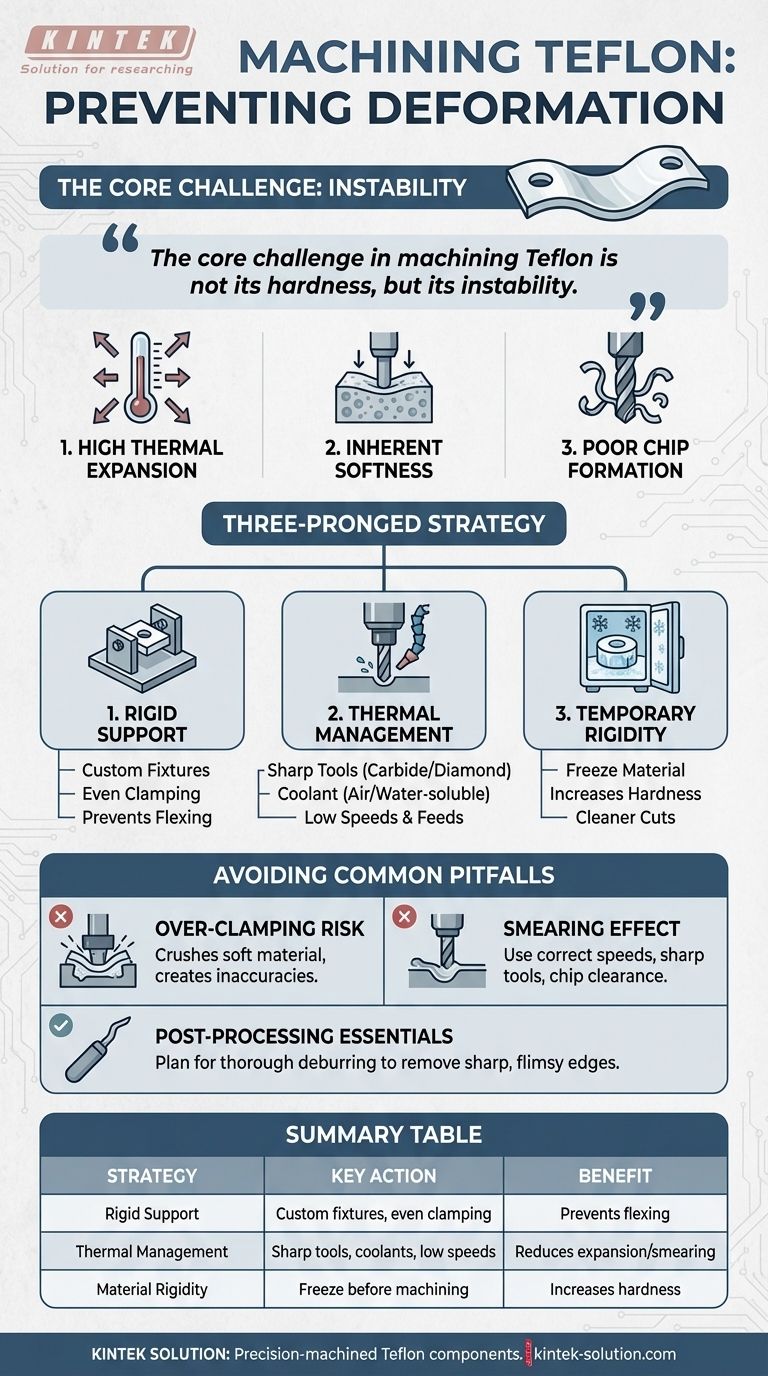
Para evitar que as peças de Teflon se deformem durante a usinagem, você deve usar uma estratégia de três frentes. Isso envolve fornecer suporte físico robusto com acessórios apropriados, gerenciar ativamente o calor com ferramentas afiadas e refrigerantes e, em alguns casos, aumentar temporariamente a dureza do material congelando-o antes do corte. Essas etapas neutralizam diretamente a maciez inerente do Teflon e sua taxa extremamente alta de expansão térmica.
O desafio central na usinagem de Teflon não é sua dureza, mas sua instabilidade. Como é macio e se expande significativamente com o calor, a chave para a precisão é controlar o ambiente de usinagem para minimizar a tensão e a variação térmica na peça.

O Desafio Central: Por Que o Teflon se Deforma Tão Facilmente
Para usinar Teflon sem deformação, você deve primeiro entender as propriedades que o tornam tão desafiador. As características únicas do material são a causa direta das falhas comuns de usinagem.
Alta Expansão Térmica
O Teflon (PTFE) possui um coeficiente de expansão térmica muito alto. Isso significa que mesmo uma pequena quantidade de calor gerada pelo atrito da ferramenta fará com que o material se expanda significativamente.
Essa expansão pode arruinar a precisão dimensional, fazendo com que uma peça que estava dentro da tolerância na temperatura de corte fique fora de tolerância assim que esfriar.
Maciez Inerente e Falta de Rigidez
O Teflon é um material excepcionalmente macio. Sob a pressão de uma ferramenta de corte, ele tende a comprimir, flexionar e dobrar em vez de cortar de forma limpa.
Essa falta de rigidez torna difícil segurá-lo firmemente sem distorção e pode levar a um efeito de "espalhamento" na superfície em vez de um acabamento limpo.
Formação de Cavacos Inadequada
Ao contrário dos metais que formam cavacos limpos e previsíveis que removem o calor, o Teflon produz cavacos fibrosos e pegajosos.
Esses cavacos não se quebram facilmente e podem envolver a ferramenta, aumentando o atrito, gerando mais calor e comprometendo o acabamento da superfície.
Estratégias Chave para Prevenir a Deformação
Uma abordagem bem-sucedida para usinar Teflon se concentra em mitigar suas fraquezas inerentes por meio de preparação cuidadosa, ferramentas e controle ambiental.
Estratégia 1: Garantir Suporte Rígido
Apoiar adequadamente a peça de trabalho é a primeira linha de defesa contra a deformação.
Use acessórios personalizados que suportem o máximo possível da peça. Isso evita que o material flexione ou se afaste da ferramenta de corte, garantindo estabilidade dimensional.
Estratégia 2: Dominar o Gerenciamento Térmico
Controlar o calor é, sem dúvida, o fator mais crítico para alcançar tolerâncias apertadas com Teflon.
Use ferramentas de corte extremamente afiadas, preferencialmente feitas de metal duro sinterizado ou diamante, com superfícies polidas. Bordas afiadas reduzem o atrito, que é a principal fonte de calor.
Empregue um refrigerante compatível, como ar pressurizado ou um fluido solúvel em água. Isso remove ativamente o calor da zona de corte antes que ele possa fazer o material se expandir.
Utilize baixas velocidades de corte e taxas de avanço. Isso minimiza a energia — e, portanto, o calor — aplicada à peça durante o processo de usinagem.
Estratégia 3: Aumentar Temporariamente a Rigidez
Para peças que exigem altíssima precisão, você pode alterar o estado do material para torná-lo mais estável para a usinagem.
Congelar temporariamente o material é uma técnica altamente eficaz. Resfriar o Teflon o torna mais duro e rígido, permitindo que seja cortado de forma mais limpa com significativamente menos deformação e espalhamento.
Entendendo as Compensações e Armadilhas Comuns
Embora essas estratégias sejam eficazes, elas exigem aplicação cuidadosa. A falta de consciência das armadilhas potenciais pode levar a diferentes tipos de falhas na peça.
O Risco de Aperto Excessivo
Embora acessórios robustos sejam essenciais, apertá-los demais é um erro comum.
Como o Teflon é muito macio, a pressão excessiva de fixação pode facilmente esmagar ou distorcer a peça antes mesmo de um único corte ser feito, criando imprecisões desde o início.
O Efeito de Espalhamento
Mesmo com boa técnica, o espalhamento pode ocorrer. Isso acontece quando a ferramenta empurra e derrete o material em vez de cisalhá-lo de forma limpa.
Para minimizar o espalhamento, certifique-se de que suas taxas de avanço estejam corretas para a ferramenta, suas ferramentas estejam excepcionalmente afiadas e você tenha um desbaste de cavacos adequado. Técnicas de pós-processamento, como jateamento de esferas, também podem suavizar superfícies espalhadas.
A Necessidade de Pós-Processamento
Entenda que obter um acabamento perfeito diretamente da máquina pode ser difícil.
Planeje um processo de descarepação minucioso, pois o Teflon pode formar bordas afiadas e frágeis que afetam o desempenho ou a montagem da peça. Estas devem ser removidas cuidadosamente.
Uma Lista de Verificação para Usinar Teflon com Sucesso
Sua abordagem específica deve ser adaptada ao objetivo principal do seu projeto. Use estas diretrizes para priorizar seus esforços para resultados consistentes e de alta qualidade.
- Se seu foco principal são tolerâncias apertadas: Priorize a estabilidade térmica usando refrigerantes eficazes e considere seriamente congelar o material antes da usinagem.
- Se seu foco principal é um acabamento de superfície limpo: Use ferramentas extremamente afiadas e polidas (como metal duro sinterizado ou diamante) e mantenha uma taxa de avanço lenta e consistente para evitar o espalhamento.
- Se seu foco principal é evitar a flexão em peças de parede fina: Projete acessórios personalizados que forneçam suporte completo e uniforme em toda a peça de trabalho.
Ao respeitar as propriedades exclusivas do Teflon com a preparação e técnica corretas, você pode alcançar resultados precisos e confiáveis em cada peça.
Tabela de Resumo:
| Estratégia | Ação Chave | Benefício |
|---|---|---|
| Suporte Rígido | Usar acessórios personalizados com fixação uniforme | Previne flexão e movimento durante o corte |
| Gerenciamento Térmico | Ferramentas afiadas, refrigerantes, baixas velocidades | Reduz a expansão induzida pelo calor e o espalhamento |
| Rigidez do Material | Congelar o Teflon antes da usinagem | Aumenta temporariamente a dureza para cortes mais limpos |
Precisa de componentes de Teflon usinados com precisão que mantenham sua forma? A KINTEK é especializada na fabricação de vedações, revestimentos e materiais de laboratório de PTFE de alta qualidade para aplicações em semicondutores, médicas e industriais. Nossa experiência em fabricação personalizada — de protótipos a pedidos de alto volume — garante que suas peças sejam usinadas com as técnicas precisas necessárias para evitar a deformação. Entre em contato com nossos especialistas hoje mesmo para discutir os requisitos do seu projeto!
Guia Visual
Produtos relacionados
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Impulsor de Agitação de PTFE Resistente à Corrosão e Disco de Dispersão de Politetrafluoretileno Personalizável
As pessoas também perguntam
- Qual é o princípio de funcionamento de um cesto de flores de PTFE? Otimize o fluxo de fluidos e a pureza para imersão química
- Quais são as funções principais e características de design de uma cesta de flor de PTFE? Otimize o Processamento Químico de Alta Pureza
- Como os cestos florais de PTFE contribuem para a pureza na fabricação de semicondutores? Alcance Pureza Sub-10 ppt e Lixiviação Zero
- Como o design estrutural de uma cesta de flores de PTFE garante acesso uniforme de fluidos aos substratos? Otimize os Rendimentos de Laboratório
- Quais vantagens os cestos de flores em PTFE oferecem para a indústria fotovoltaica e de energia solar? Aumente a Eficiência das Células



















