Em última análise, o alto ponto de fusão do PTFE é enganoso. Embora o material não derreta durante a usinagem CNC, sua excelente estabilidade térmica é acompanhada por uma fraqueza crítica: ele amolece e se expande significativamente com o calor. Isso significa que o principal desafio não é evitar o derretimento, mas sim gerenciar a deformação térmica causada pelo atrito de corte para manter a precisão dimensional.
O problema central ao usinar PTFE não é seu ponto de fusão, mas sua alta taxa de expansão térmica e tendência a amolecer. O sucesso depende inteiramente do controle do calor na aresta de corte para evitar que o material se deforme e comprometa a precisão da peça final.

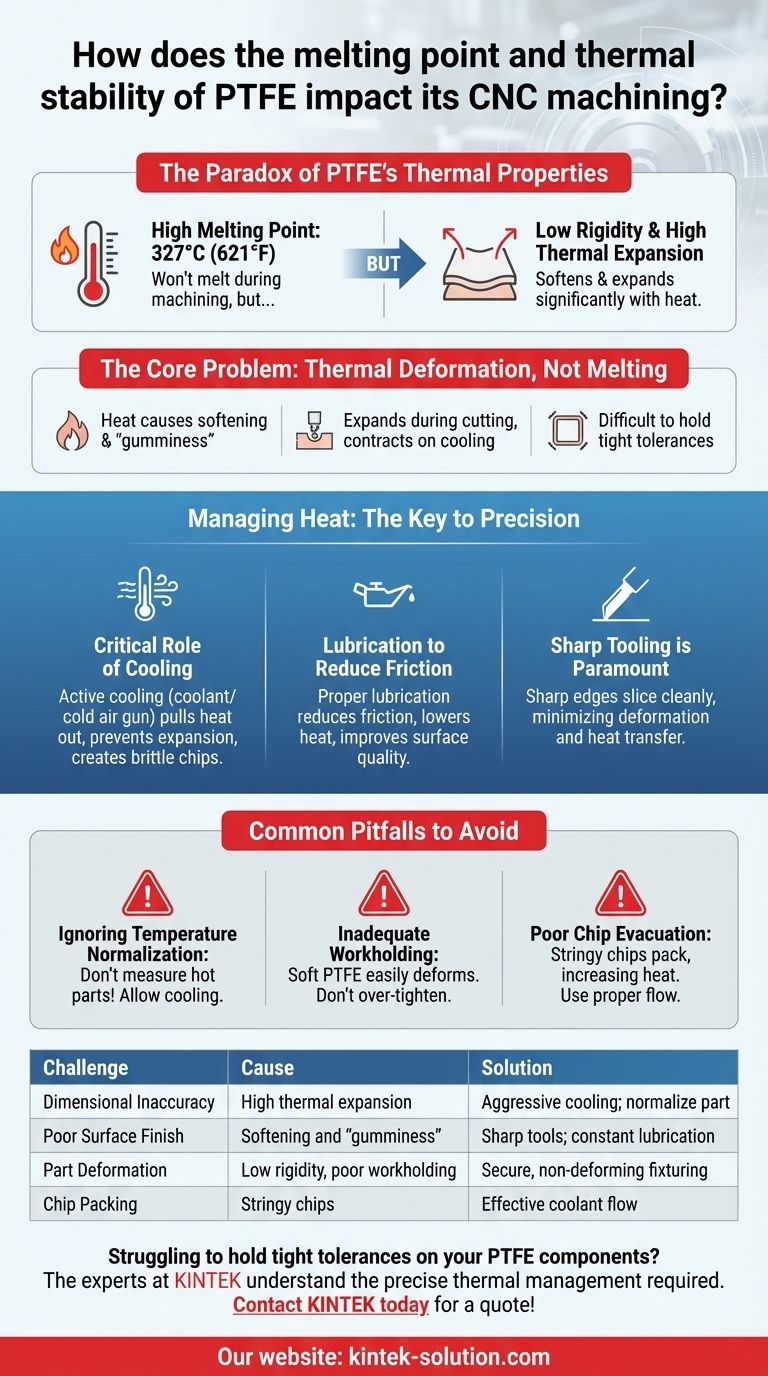
O Paradoxo das Propriedades Térmicas do PTFE
A reputação do PTFE de suportar altas temperaturas é um grande benefício em sua aplicação final, mas pode criar uma falsa sensação de segurança durante o processo de fabricação. A dinâmica da usinagem CNC introduz fatores que tornam o calor uma variável crítica a ser controlada.
Alto Ponto de Fusão vs. Baixa Rigidez
O PTFE tem um ponto de fusão muito alto de 327°C (621°F) e pode operar continuamente em temperaturas de até 260°C (500°F).
No entanto, o PTFE também é um material muito macio com baixa rigidez. O atrito de uma ferramenta de corte gera calor localizado que, embora muito abaixo do ponto de fusão, é mais do que suficiente para fazer o material amolecer, expandir e ficar "gomoso".
Esse comportamento leva a acabamentos superficiais ruins e torna extremamente difícil manter tolerâncias apertadas, pois a peça pode se deformar sob a pressão da própria ferramenta.
A Expansão Térmica é o Verdadeiro Inimigo
O desafio mais significativo é o alto coeficiente de expansão térmica do PTFE. À medida que o material aquece devido à usinagem, ele se expande.
Se uma característica for usinada com dimensões precisas enquanto a peça está quente, ela se contrairá ao esfriar, resultando em um componente subdimensionado e fora de especificação. Esse efeito é a causa mais comum de falha ao usinar PTFE com tolerâncias apertadas.
Gerenciando o Calor: A Chave para a Precisão
Como a deformação térmica é o desafio central, todos os aspectos da estratégia de usinagem devem ser orientados para minimizar e gerenciar a geração de calor.
O Papel Crítico do Resfriamento
O resfriamento ativo é inegociável para trabalhos de precisão. O uso de um fluxo constante de refrigerante ou uma pistola de ar frio diretamente no ponto de contato é essencial.
Isso serve a dois propósitos: retira o calor da peça de trabalho para evitar a expansão térmica e ajuda a criar cavacos mais quebradiços que se soltam de forma limpa em vez de se enrolarem na ferramenta.
Lubrificação para Reduzir o Atrito
A lubrificação é fundamental para reduzir a fonte de calor em primeiro lugar: o atrito.
Um refrigerante adequado reduz o atrito entre a ferramenta de corte e o material, permitindo uma ação de cisalhamento mais limpa. Isso não apenas mantém as temperaturas baixas, mas também melhora a qualidade final da superfície.
Ferramentas Afiadas São Primordiais
Usar ferramentas de corte extremamente afiadas projetadas para plásticos macios é crucial.
Ferramentas cegas não cortam; elas revolvem o material, gerando imenso atrito e calor. Uma aresta afiada corta de forma limpa, minimizando a deformação do material e garantindo que o calor seja dissipado no cavaco em vez de transferido para a peça.
Armadilhas Comuns a Evitar
Compreender os modos de falha comuns é essencial para desenvolver uma estratégia de usinagem bem-sucedida para o PTFE.
Ignorar a Normalização da Temperatura
Um erro frequente é medir a peça para inspeção final imediatamente após o último corte. O calor residual fará com que ela esteja em um estado expandido. A peça deve ser deixada esfriar e estabilizar à temperatura ambiente antes de fazer quaisquer medições críticas.
Fixação Inadequada
A maciez do PTFE o torna altamente suscetível a ser esmagado ou deformado pela pressão da fixação. Apertar demais uma morsa distorcerá o material bruto, e quaisquer características usinadas nele estarão imprecisas assim que a pressão for liberada. A fixação deve ser segura, mas não deve deformar o estoque.
Má Evacuação de Cavacos
Os cavacos macios e fibrosos produzidos pelo PTFE podem facilmente se enrolar na ferramenta de corte e no fuso. Esse "acúmulo de cavacos" aumenta o atrito, gera mais calor e pode prejudicar gravemente o acabamento superficial da peça. O fluxo de refrigerante adequado é essencial para evacuar esses cavacos da zona de corte.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia de usinagem deve se adaptar com base no requisito mais crítico para o componente final.
- Se seu foco principal for a precisão dimensional: Priorize o resfriamento agressivo com um refrigerante de inundação ou pistola de ar frio e deixe a peça se normalizar completamente à temperatura ambiente antes de fazer as medições finais.
- Se seu foco principal for o acabamento superficial: Use ferramentas extremamente afiadas e polidas com um ângulo de saída positivo alto e garanta lubrificação constante para obter uma ação de cisalhamento limpa em vez de espalhar o material.
- Se seu foco principal for a velocidade de produção: Otimize velocidades e avanços cuidadosamente; mais rápido nem sempre é melhor se introduzir calor excessivo que estrague a peça e exija retrabalho.
Dominar a usinagem de PTFE resume-se a um princípio: controle o calor e você controlará a peça.
Tabela de Resumo:
| Desafio | Causa | Solução |
|---|---|---|
| Imprecisão Dimensional | Alta expansão térmica devido ao calor de corte | Resfriamento agressivo; permitir que a peça se normalize à temperatura ambiente |
| Acabamento Superficial Ruim | Amolecimento e "gomosidade" devido ao calor | Ferramentas afiadas e polidas; lubrificação constante |
| Deformação da Peça | Baixa rigidez e fixação inadequada | Fixação segura que não deforma o material |
| Acúmulo de Cavacos | Cavacos macios e fibrosos enrolando-se na ferramenta | Fluxo de refrigerante eficaz para evacuação de cavacos |
Com dificuldades para manter tolerâncias apertadas em seus componentes de PTFE? Os especialistas da KINTEK entendem o gerenciamento térmico preciso necessário para usinar vedações, revestimentos e utensílios de laboratório de PTFE. Somos especializados em fabricação personalizada, desde protótipos até pedidos de alto volume para as indústrias de semicondutores, médica e de laboratório. Deixe-nos aplicar nossa experiência em produção de precisão ao seu projeto.
Entre em contato com a KINTEB hoje para discutir suas necessidades específicas e obter um orçamento!
Guia Visual
Produtos relacionados
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Tubos Espirais de Alto Desempenho em PFA e Serviços de Fabrico Personalizado em PTFE com Conexões Soldadas e Componentes de Precisão Curvados
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
As pessoas também perguntam
- Que material é usado para moldar artigos de laboratório em PTFE? A Importância Crítica da Resina de PTFE Pura
- Qual é a faixa de compatibilidade química para aparelhos de laboratório de PTFE? Explore a Resistência Química Quase Universal.
- Quais são os principais métodos de fabricação para aparelhos de laboratório de PTFE? Insights de Especialistas em Engenharia de Fluoropolímeros
- Como o PTFE minimiza a contaminação da amostra? Garanta Pureza Inigualável para Análises Críticas
- Quais são as opções de personalização disponíveis para materiais de PTFE? Adapte o desempenho à sua aplicação



















