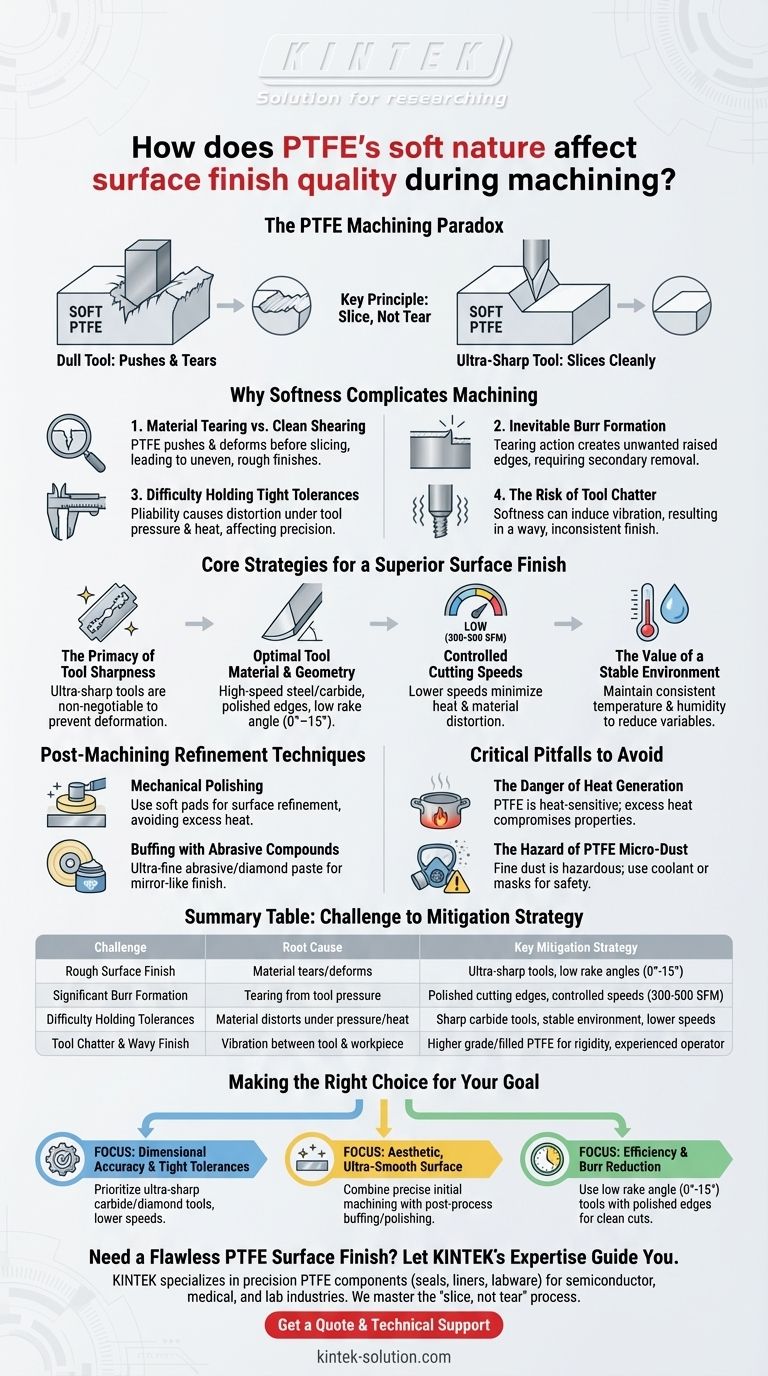
A usinagem de PTFE apresenta um paradoxo: sua maciez facilita o corte, mas torna incrivelmente difícil obter um bom acabamento. A tendência do material de se deformar e rasgar em vez de cisalhar de forma limpa é a principal causa de superfícies ásperas, formação significativa de rebarbas e desafios na manutenção de tolerâncias dimensionais rigorosas.
Alcançar um acabamento superficial de alta qualidade no PTFE é menos sobre remover material e mais sobre gerenciar sua maciez. O sucesso depende do uso de ferramentas ultra-afiadas com geometria específica para fatiar o material de forma limpa, prevenindo a deformação e o rasgo que levam a resultados ruins.

Por Que a Maciez Complica a Usinagem de PTFE
As próprias propriedades que tornam o PTFE valioso — seu baixo atrito e maleabilidade — criam desafios distintos durante o processo de usinagem. Um resultado bem-sucedido requer a compreensão desses comportamentos.
Rasgo do Material vs. Cisalhamento Limpo
Materiais mais duros cindem de forma limpa quando cortados. Devido à sua maciez, o PTFE tende a ser empurrado e deformado pela ferramenta de corte antes de ser realmente fatiado.
Essa deformação pode levar a rasgos na superfície, resultando em um acabamento irregular e áspero em vez de um corte nítido e limpo.
Formação Inevitável de Rebarbas
A ação de rasgar quase sempre produz rebarbas, que são pequenas bordas elevadas de material indesejado. Estas devem ser removidas em um processo secundário, adicionando tempo e complexidade.
Dificuldade em Manter Tolerâncias Rigorosas
Como o PTFE é muito maleável, ele pode facilmente se distorcer sob a pressão e o calor da ferramenta de corte. Isso torna a manutenção de dimensões precisas e tolerâncias rigorosas um desafio significativo.
O Risco de Vibração da Ferramenta (Chatter)
Embora a maciez do PTFE pareça facilitar o corte, ela também pode levar à vibração da ferramenta (chatter). Essa vibração entre a ferramenta e a peça de trabalho produz um acabamento superficial ondulado e inconsistente.
O uso de um grau superior de PTFE ou uma variante preenchida (ex: com vidro) pode adicionar rigidez e ajudar a mitigar esse problema.
Estratégias Essenciais para um Acabamento Superficial Superior
Superar os desafios da maciez do PTFE requer uma abordagem deliberada e precisa focada em ferramentas, parâmetros e ambiente.
A Primazia da Nitidez da Ferramenta
Ferramentas ultra-afiadas são inegociáveis. Uma borda cega exacerbará a tendência do material de se deformar e rasgar. Ferramentas afiadas são essenciais para fatiar o material de forma limpa.
Material e Geometria Ótimos da Ferramenta
As ferramentas devem ser feitas de aço rápido ou metal duro (carbeto), com arestas de corte polidas para reduzir ainda mais o atrito. Ferramentas revestidas de diamante também são altamente eficazes.
Um ângulo de saída baixo (0°–15°) é fundamental. Esta geometria ajuda a ferramenta a fatiar o material de forma limpa, impedindo que ela penetre e cause deformação.
Velocidades de Corte Controladas
Geralmente, são necessárias velocidades de corte mais baixas para o PTFE. Uma faixa típica é de 300–500 pés de superfície por minuto (SFM).
Velocidades mais lentas minimizam a geração de calor e a distorção do material, dando ao operador maior controle sobre as dimensões e o acabamento finais.
O Valor de um Ambiente Estável
A consistência é fundamental. Manter um ambiente de usinagem estável, incluindo temperatura e umidade, ajuda a reduzir as variáveis do processo que podem afetar o comportamento do material.
Operadores experientes que podem fazer ajustes em tempo real são inestimáveis para alcançar a mais alta qualidade e eficiência.
Técnicas de Refinamento Pós-Usinagem
Para aplicações que exigem uma superfície excepcionalmente lisa, a usinagem por si só pode não ser suficiente. Etapas de pós-processamento podem elevar o acabamento a um padrão mais alto.
Polimento Mecânico
O uso de feltro ou outras almofadas macias para polimento mecânico é uma maneira eficaz de refinar a superfície. Deve-se ter cuidado para evitar a geração de calor excessivo durante este processo.
Polimento com Compostos Abrasivos
Para os acabamentos mais finos, o polimento com compostos abrasivos ultrafinos ou pasta de diamante pode alcançar uma superfície espelhada, removendo quaisquer imperfeições microscópicas deixadas pela usinagem.
Armadilhas Críticas a Evitar
Enquanto se concentra no acabamento, é crucial estar ciente dos riscos associados tanto para a peça quanto para o operador.
O Perigo da Geração de Calor
O PTFE é altamente sensível ao calor. O calor excessivo de ferramentas cegas, altas velocidades de corte ou polimento agressivo pode comprometer as propriedades e a estabilidade dimensional do material.
O Risco da Micro-Poeira de PTFE
A usinagem de PTFE produz poeira fina. Essa poeira pode ser perigosa se inalada. Sempre use uma máscara ou usine o material sob refrigeração para suprimir a poeira e garantir a segurança do operador.
Fazendo a Escolha Certa para o Seu Objetivo
Sua estratégia deve estar alinhada com o resultado mais crítico para o seu componente.
- Se seu foco principal for precisão dimensional e tolerâncias rigorosas: Priorize ferramentas ultra-afiadas de metal duro ou revestidas de diamante e velocidades de corte mais baixas para evitar a distorção do material.
- Se seu foco principal for uma superfície estética e ultra-lisa: Combine a usinagem inicial precisa com etapas de pós-processamento, como polimento com pasta de diamante ou polimento mecânico cuidadoso.
- Se seu foco principal for eficiência e redução de rebarbas: Use ferramentas com um ângulo de saída baixo (0°-15°) e arestas de corte polidas para garantir o corte inicial mais limpo possível.
Dominar a usinagem de PTFE significa respeitar suas propriedades únicas e adaptar seu processo para fatiar, não rasgar, o material.
Tabela de Resumo:
| Desafio | Causa Raiz | Estratégia de Mitigação Chave |
|---|---|---|
| Acabamento Superficial Áspero | O material rasga e deforma em vez de cisalhar | Ferramentas ultra-afiadas com ângulos de saída baixos (0°-15°) |
| Formação Significativa de Rebarbas | Ação de rasgo devido à pressão da ferramenta | Arestas de corte polidas e velocidades controladas (300-500 SFM) |
| Dificuldade em Manter Tolerâncias | O material se distorce sob pressão e calor da ferramenta | Ferramentas de metal duro afiadas, ambiente estável e velocidades mais baixas |
| Vibração da Ferramenta (Chatter) & Acabamento Ondulado | Vibração entre a ferramenta e a peça de trabalho macia | PTFE de grau superior/preenchido para rigidez, operador experiente |
Precisa de um Acabamento Superficial de PTFE Impecável? Deixe a Expertise da KINTEK Guiá-lo
Alcançar um acabamento superficial de alta qualidade em componentes macios de PTFE requer ferramentas precisas, parâmetros controlados e profundo conhecimento do material. A KINTEK é especializada na fabricação de componentes de PTFE de precisão — incluindo vedações, revestimentos e utensílios de laboratório personalizados — para as indústrias de semicondutores, médica e laboratorial.
Nós dominamos o processo de 'fatiar, não rasgar' para PTFE, garantindo que suas peças atendam aos requisitos dimensionais e estéticos mais rigorosos. De protótipos a pedidos de alto volume, nossa fabricação personalizada prioriza precisão e qualidade.
Contate-nos hoje para discutir seu projeto e experimentar a diferença KINTEK. Obter Cotação e Suporte Técnico
Guia Visual
Produtos relacionados
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Impulsor de Agitação de PTFE Resistente à Corrosão e Disco de Dispersão de Politetrafluoretileno Personalizável
As pessoas também perguntam
- Como o design estrutural de uma cesta de flores de PTFE garante acesso uniforme de fluidos aos substratos? Otimize os Rendimentos de Laboratório
- Qual é o princípio de funcionamento de um cesto de flores de PTFE? Otimize o fluxo de fluidos e a pureza para imersão química
- Quais são as funções principais e características de design de uma cesta de flor de PTFE? Otimize o Processamento Químico de Alta Pureza
- Quais vantagens os cestos de flores em PTFE oferecem para a indústria fotovoltaica e de energia solar? Aumente a Eficiência das Células
- Qual é a função e aplicação primária de uma cesta de flores de PTFE? Guia especializado para processamento de alta pureza



















