Em sua essência, a baixa condutividade térmica do PTFE significa que ele não consegue dissipar o calor de forma eficaz da ferramenta de corte. Isso faz com que o calor se acumule em uma área concentrada, levando a uma expansão térmica significativa, deformação do material e perda de precisão dimensional na peça final.
O desafio central na usinagem de PTFE não é sua dureza, mas sua combinação única de propriedades: ele atua como um isolante térmico que também é macio e se expande dramaticamente com o calor. O sucesso exige uma mudança estratégica da remoção agressiva de material para o gerenciamento meticuloso do calor e o suporte à flexibilidade inerente do material.

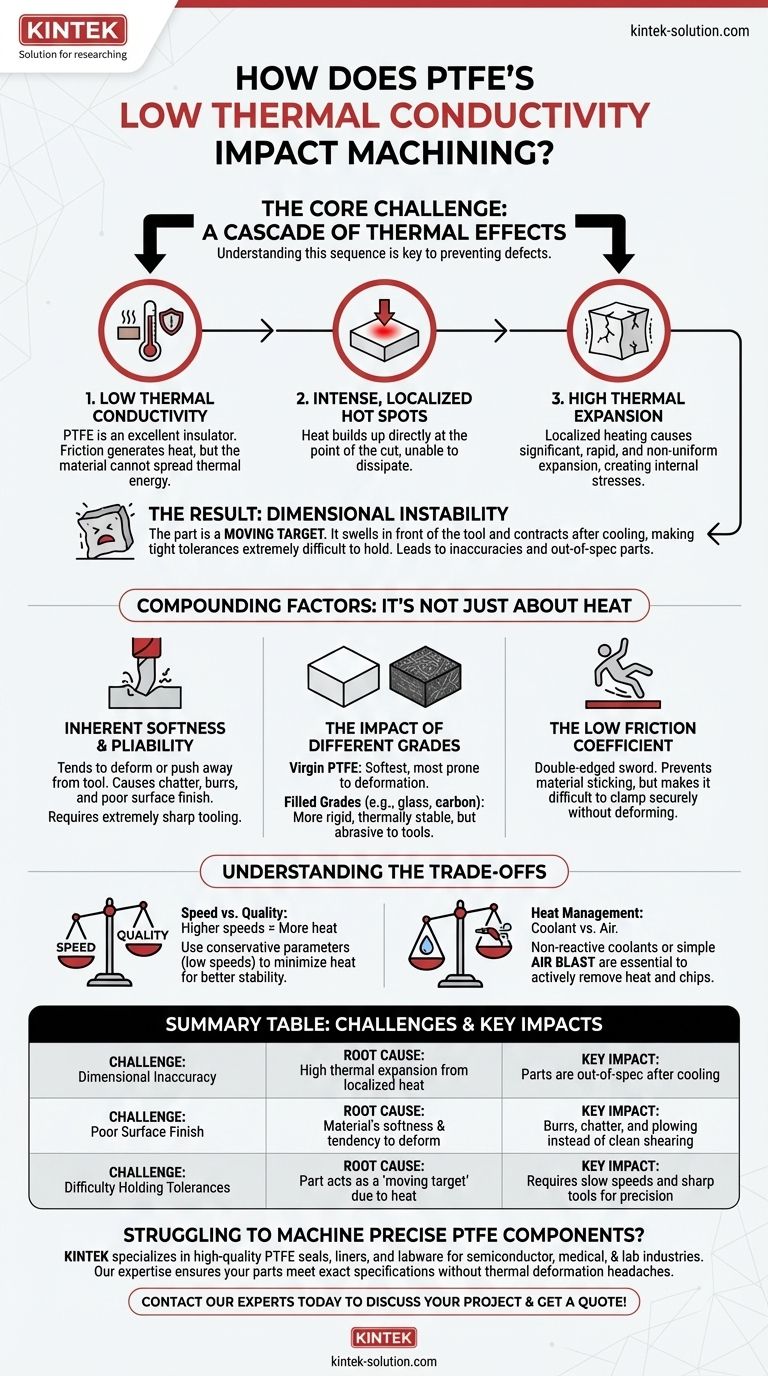
O Desafio Central: Uma Cascata de Efeitos Térmicos
A principal dificuldade ao usinar politetrafluoretileno (PTFE) decorre de uma reação em cadeia iniciada por seu fraco desempenho térmico. Entender essa sequência é fundamental para prevenir defeitos.
Baixa Condutividade Térmica
O PTFE é um excelente isolante térmico. Durante a usinagem, o atrito da ferramenta de corte gera calor, mas o material é incapaz de espalhar essa energia térmica por toda a sua massa.
Isso resulta em pontos quentes intensos e localizados diretamente no ponto de corte.
Alta Expansão Térmica
A segunda parte do problema é o coeficiente de expansão térmica muito alto do PTFE. Quando a área localizada aquece, ela se expande significativamente mais do que um metal comparável faria.
Essa expansão ocorre rapidamente e não é uniforme em toda a peça, criando tensões internas e alterações dimensionais imediatas.
O Resultado: Instabilidade Dimensional
A combinação de calor aprisionado e alta expansão significa que a peça que você está cortando é um alvo móvel.
À medida que a ferramenta se move, o material incha à sua frente e se contrai após esfriar, tornando extremamente difícil manter tolerâncias apertadas. Isso leva diretamente a imprecisões e peças que podem estar dentro das especificações quando quentes, mas fora das especificações assim que retornam à temperatura ambiente.
Fatores Agravantes: Não é Apenas Sobre Calor
Embora os problemas térmicos sejam o principal motor dos problemas, outras propriedades inerentes ao PTFE complicam ainda mais o processo de usinagem.
Maciez e Flexibilidade Inerentes
O PTFE é um material muito macio. Em vez de cisalhar de forma limpa como um plástico ou metal rígido, ele tende a se deformar ou afastar-se da ferramenta de corte.
Isso pode levar a vibração da ferramenta (chatter), formação de rebarbas e um acabamento superficial ruim. Requer ferramentas extremamente afiadas para garantir que você esteja cortando o material em vez de arrastá-lo.
O Impacto de Diferentes Graus
Nem todo PTFE é igual. O PTFE Virgem é o mais macio e mais propenso à deformação.
Os graus preenchidos, como PTFE preenchido com vidro ou carbono, são muito mais rígidos e termicamente estáveis. Essa resistência adicional os torna mais fáceis de usinar com tolerâncias apertadas, embora os próprios preenchimentos possam ser abrasivos e aumentar o desgaste da ferramenta.
O Baixo Coeficiente de Atrito
O famoso baixo coeficiente de atrito do PTFE é uma faca de dois gumes. Ajuda a evitar que o material grude na ferramenta de corte, o que é um benefício significativo.
No entanto, essa mesma escorregadia pode dificultar a fixação segura da peça de trabalho sem deformá-la, exigindo uma consideração cuidadosa das técnicas de fixação.
Entendendo as Compensações
A usinagem bem-sucedida do PTFE exige o reconhecimento das concessões entre velocidade, acabamento e escolha do material. Apressar o processo ou usar a abordagem errada invariavelmente levará a peças defeituosas.
"Fácil de Cortar" vs. "Fácil de Acertar"
A maciez do PTFE faz com que pareça "fácil de cortar", pois a remoção do material requer muito pouca força. No entanto, isso é enganoso.
O verdadeiro desafio não é remover material, mas fazê-lo com precisão. As propriedades que o tornam fácil de cortar também tornam difícil alcançar a precisão dimensional.
Velocidade vs. Qualidade
Velocidades e avanços de corte mais altos geram mais calor. Com o PTFE, este é o principal inimigo da precisão.
Você deve usar parâmetros de corte conservadores, muitas vezes em velocidades mais baixas (300-500 pés de superfície por minuto), para minimizar a geração de calor. O que você perde em tempo de ciclo, você ganha em estabilidade dimensional e qualidade de superfície.
Gerenciamento de Calor: Refrigerante vs. Ar
O uso de um refrigerante é essencial para gerenciar o acúmulo de calor. Refrigerantes líquidos não reativos são eficazes, mas um simples jato de ar é frequentemente suficiente e preferido para evitar contaminação química da peça.
O objetivo não é apenas resfriar a peça, mas remover ativamente as cavacos que podem prender o calor contra a superfície.
Fazendo a Escolha Certa para o Seu Objetivo
O sucesso depende da adaptação da sua técnica para neutralizar as propriedades específicas do material. Adapte sua abordagem com base no que é mais importante para sua aplicação.
- Se seu foco principal for a precisão dimensional: Priorize o gerenciamento agressivo de calor usando um refrigerante ou jato de ar, empregando ferramentas extremamente afiadas e usando velocidades de corte lentas e conservadoras.
- Se seu foco principal for o acabamento superficial: Use ferramentas com um ângulo de cunha muito alto e uma aresta de corte afiada para garantir que você esteja cisalhando o material de forma limpa e faça passadas de acabamento leves para minimizar a pressão da ferramenta.
- Se seu foco principal for a estabilidade mecânica: Escolha um grau preenchido de PTFE (como preenchido com vidro ou carbono) desde o início, pois sua rigidez inerente o torna muito menos suscetível à deformação térmica.
Ao tratar o PTFE como um desafio térmico e mecânico exclusivo, você pode produzir consistentemente componentes precisos e confiáveis.
Tabela de Resumo:
| Desafio | Causa Raiz | Impacto Principal |
|---|---|---|
| Imprecisão Dimensional | Alta expansão térmica devido ao calor localizado | Peças fora de especificação após o resfriamento |
| Acabamento Superficial Ruim | Maciez do material e tendência à deformação | Rebarbas, vibração e arraste em vez de cisalhamento limpo |
| Dificuldade em Manter Tolerâncias | A peça age como um "alvo móvel" devido ao calor | Requer velocidades lentas e ferramentas afiadas para precisão |
Com dificuldades para usinar componentes de PTFE precisos? A KINTEK é especializada na fabricação de vedações, revestimentos e artigos de laboratório de PTFE de alta qualidade para as indústrias de semicondutores, médica e laboratorial. Nossa experiência em produção de precisão e fabricação personalizada — de protótipos a pedidos de alto volume — garante que suas peças atendam às especificações exatas sem as dores de cabeça da deformação térmica. Entre em contato com nossos especialistas hoje mesmo para discutir seu projeto e obter um orçamento!
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Hastes de PTFE personalizáveis para aplicações industriais avançadas
As pessoas também perguntam
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão
- Peças de PTFE podem ser personalizadas de acordo com requisitos específicos? Obtenha Componentes de PTFE Personalizados de Precisão
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia
- Por que o PTFE usinado é popular na área médica? Biocompatibilidade e Precisão Incomparáveis
- O que torna o PTFE usinado adequado para aplicações industriais? Desempenho Inigualável em Condições Extremas



















