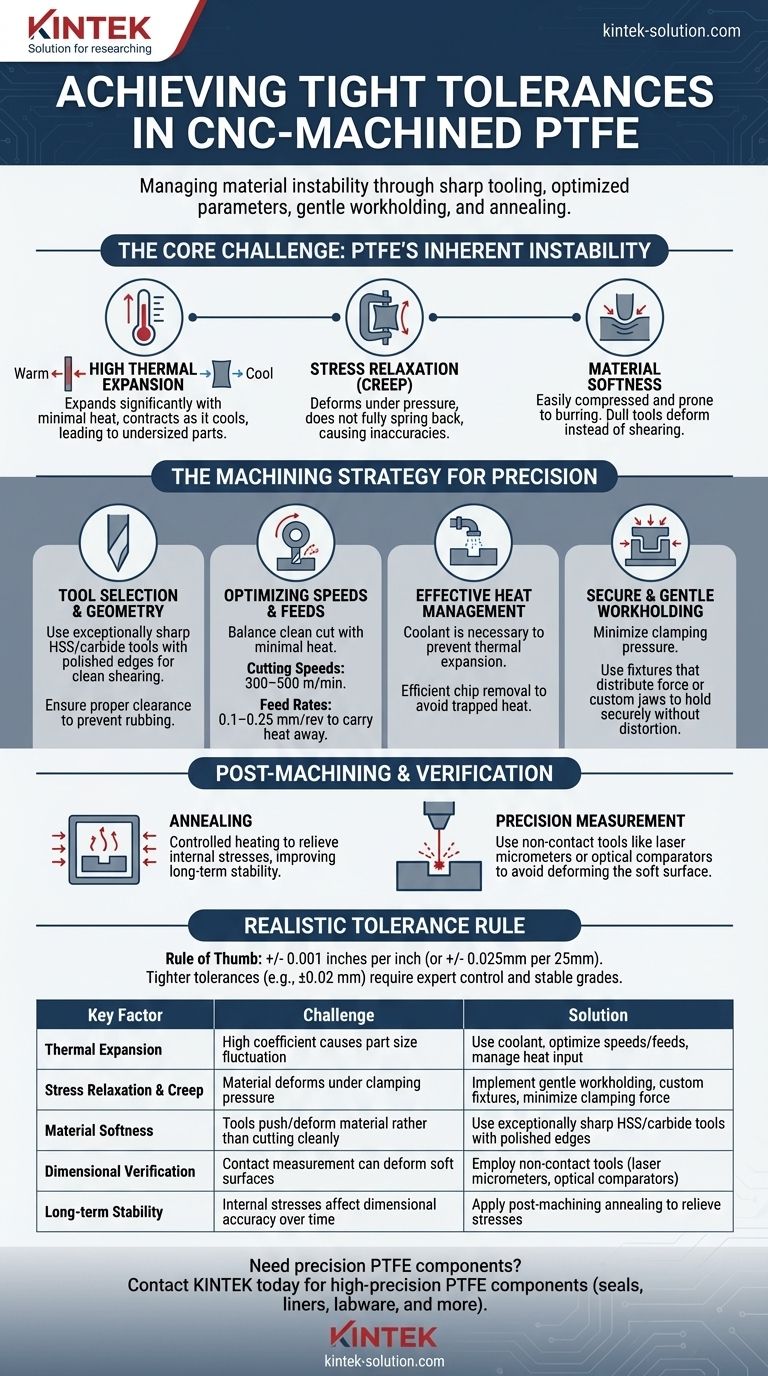
Atingir tolerâncias apertadas em PTFE usinado em CNC é um processo de gerenciamento da instabilidade inerente do material. Requer uma combinação de ferramentas extremamente afiadas, parâmetros de corte otimizados para minimizar o calor, fixação suave da peça e técnicas de estabilização pós-usinagem, como o recozimento, para aliviar as tensões internas.
O desafio central não é cortar o PTFE, mas controlar sua alta expansão térmica, maciez e tendência a fluir sob tensão. O sucesso depende mais do gerenciamento dessas propriedades do material do que da operação de corte em si.

O Desafio Central: A Instabilidade Inerente do PTFE
Para usinar PTFE com precisão, você deve primeiro entender as propriedades que o tornam difícil de controlar. O material em si é fácil de cortar, mas seu comportamento físico durante e após a usinagem é o que complica a obtenção de tolerâncias apertadas.
Alta Expansão Térmica
O PTFE possui um coeficiente de expansão térmica muito alto. Mesmo o calor mínimo gerado durante o corte fará com que o material se expanda significativamente. Quando esfria de volta à temperatura ambiente, ele se contrai, o que significa que uma peça medida como correta enquanto está quente ficará subdimensionada depois de estabilizada.
Relaxamento de Tensão e Fluência (Creep)
O PTFE é propenso ao relaxamento de tensão, ou "fluência". Se você prender o material com muita força em uma morsa ou mandril, ele se deformará sob a pressão. Ao contrário do metal, ele não retornará totalmente à sua forma original após a liberação da pressão, levando a imprecisões dimensionais.
Maciez do Material
A maciez do PTFE significa que ele é facilmente comprimido e propenso a rebarbas. Ferramentas de corte que não estão excepcionalmente afiadas tenderão a empurrar e deformar o material em vez de cortá-lo de forma limpa. Isso resulta em um acabamento superficial ruim e torna quase impossível manter dimensões precisas.
A Estratégia de Usinagem para Precisão
Uma estratégia bem-sucedida para usinar PTFE foca em mitigar as instabilidades descritas acima em todas as fases do processo.
Seleção e Geometria da Ferramenta
Use ferramentas excepcionalmente afiadas. Ferramentas de Aço Rápido (HSS) ou de metal duro são eficazes, mas sua condição é crítica. Elas devem ter uma aresta de corte afiada e polida para garantir uma ação de cisalhamento limpa. Fornecer o ângulo de saída (clearance) adequado da ferramenta também é essencial para evitar que a ferramenta esfregue na peça, o que gera calor.
Otimização de Velocidades e Avanços
O objetivo é equilibrar um corte limpo com a mínima entrada de calor.
- Velocidades de Corte: Velocidades moderadas a altas, tipicamente na faixa de 300–500 m/min, são eficazes.
- Taxas de Avanço: Taxas de avanço altas de 0,1–0,25 mm/rev ajudam a produzir uma cavaco mais espesso que transporta o calor para longe da peça.
Gerenciamento Eficaz de Calor
O controle da temperatura é o fator mais importante. Para operações com alto consumo de calor, a aplicação de um fluido de corte é necessária para evitar que a expansão térmica arruíne a precisão dimensional. A remoção eficiente de cavacos também é crucial, pois cavacos remanescentes podem reter calor contra a peça.
Fixação Segura e Suave
Para combater o relaxamento de tensão, a pressão de fixação deve ser minimizada. Use dispositivos de fixação que distribuam a força de aperto por uma área ampla ou empregue garras personalizadas que se conformem ao formato da peça. O objetivo é segurar a peça com segurança sem comprimi-la ou distorcê-la.
Pós-Usinagem e Verificação
O trabalho não termina quando o corte para. Etapas pós-usinagem são frequentemente necessárias para garantir que a peça final atenda à especificação.
O Papel do Recozimento
Para as tolerâncias mais apertadas, o recozimento pós-usinagem é frequentemente necessário. Este processo envolve aquecer a peça de maneira controlada para aliviar as tensões internas induzidas durante a usinagem. Isso melhora significativamente a estabilidade dimensional a longo prazo do componente.
Medição de Precisão
Como o PTFE é macio, ferramentas de medição de contato padrão podem deformar a superfície e fornecer leituras imprecisas. Ferramentas de medição sem contato, como micrômetros a laser ou projetores de perfil ópticos, são fortemente recomendadas para garantir a verificação dimensional verdadeira.
Entendendo as Compensações e Limitações
Embora tolerâncias apertadas sejam alcançáveis, é fundamental abordar o PTFE com expectativas realistas e um sólido entendimento de suas limitações.
A Regra de Tolerância Realista
Uma regra prática para PTFE padrão é uma tolerância de +/- 0,001 polegadas por polegada de dimensão (ou +/- 0,025 mm por 25 mm). Atingir tolerâncias mais apertadas do que isso, como ±0,02 mm, é possível, mas requer controle de processo especializado e, muitas vezes, o uso de graus de PTFE reforçados mais estáveis.
Projetando para o Material
As peças de PTFE mais bem-sucedidas são projetadas com as propriedades do material em mente, e não contra elas. Evite recursos desnecessariamente complexos ou cantos internos agudos que possam concentrar a tensão. Sempre que possível, projete com as tolerâncias mais generosas que sua aplicação permitir.
Considerações de Segurança
A poeira de PTFE pode ser perigosa se inalada. Sempre use máscara ou usine o material sob fluido de corte para suprimir a poeira e garantir um ambiente de trabalho seguro.
Como Aplicar Isso ao Seu Projeto
Sua abordagem deve ser ditada pelos requisitos específicos do seu componente.
- Se seu foco principal for precisão extrema (±0,02 mm ou menos): Seu processo deve incluir recozimento pós-usinagem, controle meticuloso de calor com fluido de corte e métodos de inspeção sem contato.
- Se seu foco principal for peças funcionais gerais: Práticas padrão com ferramentas afiadas, velocidades otimizadas e fixação suave serão suficientes, mas sempre projete levando em conta as mudanças térmicas.
- Se você estiver prototipando um novo design: Comece com tolerâncias generosas para reduzir custos e complexidade, e só as restrinja em recursos onde for absolutamente crítico para a função.
Ao respeitar as propriedades únicas do material e implementar um processo controlado, você pode produzir de forma confiável componentes de PTFE precisos e estáveis.
Tabela Resumo:
| Fator Chave | Desafio | Solução |
|---|---|---|
| Expansão Térmica | Alto coeficiente causa flutuação no tamanho da peça | Usar fluido de corte, otimizar velocidades/avanços, gerenciar a entrada de calor |
| Relaxamento de Tensão e Fluência | Material deforma sob pressão de fixação | Implementar fixação suave da peça, dispositivos personalizados, minimizar a força de aperto |
| Maciez do Material | Ferramentas empurram/deformam o material em vez de cortar limpo | Usar ferramentas HSS/metal duro excepcionalmente afiadas com arestas polidas |
| Verificação Dimensional | A medição por contato pode deformar superfícies macias | Empregar ferramentas sem contato (micrômetros a laser, projetores de perfil) |
| Estabilidade a Longo Prazo | Tensões internas afetam a precisão dimensional ao longo do tempo | Aplicar recozimento pós-usinagem para aliviar tensões |
Precisa de componentes de PTFE de precisão que atendam às suas especificações exatas?
Na KINTEK, nos especializamos na fabricação de componentes de PTFE de alta precisão (vedações, revestimentos, artigos de laboratório e mais) para os setores de semicondutores, médico, laboratorial e industrial. Nossa experiência no gerenciamento das propriedades exclusivas do PTFE garante que suas peças atinjam tolerâncias apertadas com excepcional estabilidade dimensional.
Combinamos estratégias de ferramentas afiadas, parâmetros de corte otimizados e técnicas de estabilização pós-usinagem para fornecer componentes que funcionam de forma confiável em suas aplicações mais exigentes. De protótipos a produção em alto volume, priorizamos a precisão em cada etapa.
Entre em contato com a KINTEK hoje mesmo para discutir suas necessidades de usinagem de PTFE e deixe que nossos especialistas entreguem os componentes de precisão que seu projeto exige.
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Disco de Dispersão PTFE Grau Alimentício e Cosmético Pá de Agitação Grande Antiaderente e Resistente à Corrosão Impeller Personalizável
- Raspadores e pás de PTFE personalizáveis para aplicações exigentes
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
As pessoas também perguntam
- Quais são algumas aplicações comuns de PTFE usinado? Aproveite suas propriedades exclusivas para aplicações exigentes
- O que torna o PTFE usinado adequado para aplicações industriais? Desempenho Inigualável em Condições Extremas
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes
- Por que o PTFE usinado é popular na área médica? Biocompatibilidade e Precisão Incomparáveis
- Quais são as principais vantagens de usar PTFE para peças personalizadas? Resolva Desafios Complexos de Engenharia



















