A maneira mais eficaz de gerenciar a expansão térmica durante a usinagem de PTFE é implementar uma estratégia multifacetada que minimize a geração de calor, remova ativamente qualquer calor criado e reduza o estresse mecânico na peça de trabalho. Isso envolve uma combinação cuidadosa de ferramentas afiadas, parâmetros de corte otimizados, aplicação generosa de refrigerante e técnicas adequadas de fixação da peça. O sucesso não depende de um único truque, mas de uma abordagem holística que respeite as propriedades únicas do material.
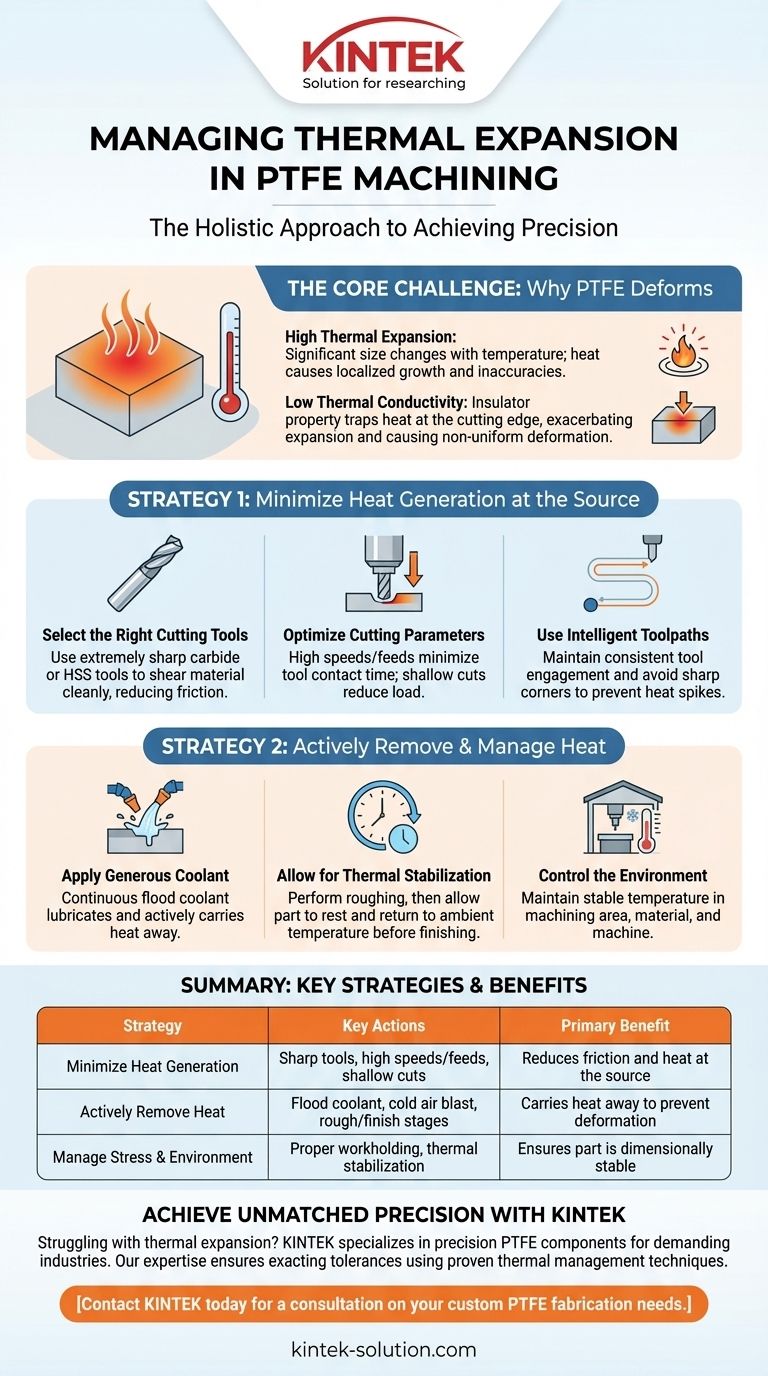
O principal desafio na usinagem de PTFE é seu alto coeficiente de expansão térmica combinado com sua baixa condutividade térmica. Isso significa que ele se expande significativamente quando aquecido, e esse calor permanece localizado, causando deformação imprevisível e dificultando a manutenção de tolerâncias apertadas.

O Desafio Central: Por Que o PTFE se Deforma
As propriedades do PTFE criam um conjunto exclusivo de desafios de usinagem. Entender o "porquê" por trás de seu comportamento é o primeiro passo para controlá-lo.
Alta Expansão Térmica
O PTFE se expande e contrai com as mudanças de temperatura muito mais do que metais ou outros plásticos. O calor gerado por uma ferramenta de corte fará com que o material na área imediata cresça, levando a um corte impreciso. Quando a peça esfria, ela encolhe para uma dimensão diferente da pretendida.
Baixa Condutividade Térmica
Ao contrário dos metais que dissipam rapidamente o calor por todo o material, o PTFE atua como um isolante. O calor gerado na aresta de corte não se espalha; ele se concentra em uma pequena área. Esse acúmulo de calor localizado exacerba o problema da expansão térmica, causando deformação focada e não uniforme.
Estratégia 1: Minimizar a Geração de Calor na Fonte
A abordagem mais eficaz é evitar que o calor se acumule em primeiro lugar. Isso é alcançado reduzindo o atrito e a tensão no ponto de corte.
Selecione as Ferramentas de Corte Corretas
A ferramenta é sua primeira linha de defesa. Uma escolha inadequada da ferramenta gerará atrito e calor excessivos, independentemente das configurações da sua máquina.
Use ferramentas de corte extremamente afiadas, preferencialmente feitas de metal duro (carboneto) ou aço rápido (HSS). Uma aresta afiada corta o material de forma limpa em vez de arrastá-lo, o que reduz drasticamente o atrito. Canais polidos auxiliam ainda mais na evacuação suave das cavacos.
Otimize os Parâmetros de Corte
Suas velocidades e avanços controlam diretamente a energia — e, portanto, o calor — aplicada à peça.
Busque altas velocidades de corte (200-1000 m/min) combinadas com altas taxas de avanço. Essa combinação permite que a ferramenta se mova rapidamente através do material, minimizando o tempo que qualquer ponto único é submetido ao atrito. Inversamente, uma ferramenta que gira rapidamente, mas avança lentamente (baixo avanço), irá esfregar e gerar calor significativo.
Empregue uma profundidade de corte rasa. Isso reduz a quantidade de material removido em qualquer momento, diminuindo a carga sobre a ferramenta e minimizando a geração de calor.
Use Caminhos de Ferramenta Inteligentes
A forma como a ferramenta se move é tão importante quanto a velocidade com que se move. O software CAM moderno permite caminhos de ferramenta que evitam picos de calor.
Utilize estratégias que mantenham um engajamento consistente da ferramenta, como fresamento trocoidais. Evite cantos vivos onde a ferramenta pode demorar e acumular calor.
Estratégia 2: Remover e Gerenciar Ativamente o Calor
Como alguma geração de calor é inevitável, a segunda parte da estratégia é removê-la da peça e da ferramenta o mais eficientemente possível.
Aplique Refrigerante Generoso
O refrigerante de inundação é altamente eficaz para PTFE. Um fluxo contínuo de refrigerante serve a dois propósitos críticos: lubrifica a interface de corte para reduzir o atrito e, mais importante, afasta o calor tanto da ferramenta quanto da peça de trabalho antes que ele possa causar expansão.
Permita a Estabilização Térmica
Para peças que exigem a mais alta precisão, usinar em estágios é uma técnica comprovada.
Execute uma passada de "desbaste" para remover a maior parte do material. Em seguida, permita que a peça descanse e retorne à temperatura ambiente antes de realizar uma passada final de "acabamento" leve. Isso garante que o corte final seja feito em uma peça dimensionalmente estável.
Controle o Ambiente
Em aplicações com requisitos de tolerância extremos, a temperatura de todo o ambiente de usinagem deve ser estável. Uma oficina com temperatura controlada garante que a matéria-prima, a máquina e a peça final sejam medidas e cortadas em um estado térmico consistente.
Entendendo as Compensações
Dominar o PTFE exige reconhecer suas limitações inerentes e os compromissos envolvidos em sua usinagem.
Velocidade vs. Precisão
Embora altas velocidades possam ser eficazes, buscar taxas máximas de remoção de material sempre aumentará o risco de deformação térmica. Para recursos críticos, diminuir a velocidade e usar cortes mais leves quase sempre produzirá um resultado mais preciso.
Fixação da Peça vs. Integridade da Peça
O PTFE é macio e facilmente comprimido. Apertar demais uma morsa ou grampos deformará o material antes mesmo de um corte ser feito. Essa tensão pré-carregada, combinada com a expansão térmica, pode levar a imprecisões severas. Use pressão de fixação baixa e distribuída uniformemente.
Refrigerante vs. Contaminação
Para aplicações médicas ou de qualidade alimentar, refrigerantes líquidos podem não ser permitidos. Nesses casos, um jato de ar frio é uma excelente alternativa. Ele fornece resfriamento eficaz sem introduzir contaminantes. No entanto, oferece menos lubrificação, então ferramentas afiadas e parâmetros otimizados se tornam ainda mais críticos.
Fazendo a Escolha Certa para o Seu Objetivo
A estratégia ideal depende inteiramente dos requisitos da peça final. Use estes princípios para guiar sua abordagem.
- Se o seu foco principal for alcançar as tolerâncias mais apertadas possíveis: Priorize um processo de usinagem em duas etapas (desbaste, resfriamento, acabamento) e use refrigerante generoso em um ambiente com temperatura controlada.
- Se o seu foco principal for a eficiência de produção: Use ferramentas de metal duro revestidas extremamente afiadas com refrigerante de inundação de alta pressão para maximizar as velocidades de corte e a evacuação de cavacos.
- Se o seu foco principal for a usinagem para uma aplicação sensível (por exemplo, médica): Opte pela usinagem a seco usando um jato de ar frio para resfriamento e aceite que os tempos de ciclo serão mais longos para garantir a integridade da peça.
O sucesso com o PTFE vem de tratá-lo não como um material difícil, mas como um material único que exige uma estratégia de usinagem atenciosa e deliberada.
Tabela de Resumo:
| Estratégia | Ações Chave | Benefício Principal |
|---|---|---|
| Minimizar a Geração de Calor | Ferramentas de metal duro afiadas, altas velocidades/avanços, cortes rasos | Reduz o atrito e o calor na fonte |
| Remover o Calor Ativamente | Refrigerante de inundação, jato de ar frio, estágios de desbaste/acabamento | Afasta o calor para prevenir a deformação |
| Gerenciar o Estresse e o Ambiente | Fixação adequada da peça, estabilização térmica | Garante que a peça esteja dimensionalmente estável durante e após a usinagem |
Alcance Precisão Inigualável em Seus Componentes de PTFE
Com dificuldades com a expansão térmica e a instabilidade dimensional em suas peças de PTFE usinadas? As estratégias delineadas acima são centrais para o nosso processo de fabricação na KINTEK. Somos especializados na usinagem de precisão de componentes de PTFE — desde vedações e revestimentos personalizados até artigos de laboratório complexos — para as indústrias mais exigentes, incluindo semicondutores, médica e laboratorial.
Nossa experiência garante que seus protótipos e pedidos de alto volume sejam produzidos com as tolerâncias exatas que você exige. Permita-nos aplicar nossas técnicas comprovadas de gerenciamento térmico ao seu projeto.
Entre em contato com a KINTEK hoje mesmo para uma consulta sobre suas necessidades de fabricação personalizada de PTFE.
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Hastes de PTFE personalizáveis para aplicações industriais avançadas
As pessoas também perguntam
- Por que o PTFE usinado é popular na área médica? Biocompatibilidade e Precisão Incomparáveis
- Peças de PTFE podem ser personalizadas de acordo com requisitos específicos? Obtenha Componentes de PTFE Personalizados de Precisão
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão
- O que torna o PTFE usinado adequado para aplicações industriais? Desempenho Inigualável em Condições Extremas
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes



















