Para minimizar a deformação do PTFE durante a usinagem, você deve usar ferramentas extremamente afiadas, gerenciar o calor com fluidos de corte e prender a peça com dispositivos de fixação que forneçam suporte amplo sem pressão de aperto excessiva. A chave é tratar o material com delicadeza, pois sua maciez inerente e alta taxa de expansão térmica o tornam propenso à distorção sob calor e estresse mecânico.
O desafio central na usinagem de PTFE não é sua dureza, mas sua maciez e alta expansão térmica. O sucesso depende de uma estratégia que priorize a minimização do calor e da pressão em todas as etapas, desde a fixação e o corte até a passada final.

Compreendendo os Desafios Únicos da Usinagem de PTFE
Antes de aplicar soluções, é fundamental entender as propriedades do material. As características únicas do PTFE são precisamente o que o tornam valioso e difícil de usinar com precisão.
Alto Coeficiente de Expansão Térmica
O PTFE se expande e contrai significativamente com as mudanças de temperatura. O calor gerado durante o corte pode fazer com que o material se deforme, levando a dimensões imprecisas após o resfriamento.
Esta propriedade torna o resfriamento ativo não apenas uma prática recomendada, mas uma necessidade para manter tolerâncias apertadas.
Maciez Inerente e Falta de Rigidez
Ao contrário dos metais, o PTFE carece de rigidez e pode ser facilmente comprimido ou empenado. A pressão excessiva de aperto de um torno padrão distorcerá a peça antes mesmo do primeiro corte ser feito.
Essa maciez também significa que o material pode "empurrar" para longe da ferramenta de corte em vez de cisalhar de forma limpa, especialmente se a ferramenta estiver cega.
Baixo Coeficiente de Atrito
Embora benéfico em sua aplicação final, a escorregadia do PTFE significa que as ferramentas de corte podem deslizar ou roçar se não estiverem extremamente afiadas, gerando atrito e calor em vez de uma cavaco limpa.
Estratégias Fundamentais de Usinagem
O controle da deformação requer uma abordagem sistemática que aborde as ferramentas, as configurações da máquina e a estratégia de corte.
O Papel Crítico da Seleção de Ferramentas
Suas ferramentas de corte devem estar impecavelmente afiadas. Uma aresta cega abrirá caminho através do material, gerando calor e estresse, em vez de cisalhá-lo.
Aço Rápido (HSS) ou ferramentas de Carboneto com um ângulo de ataque positivo alto e uma aresta de corte afiada e retificada são ideais para produzir uma ação de corte limpa.
Otimizando Velocidades e Avanços
Embora o PTFE possa ser cortado rapidamente, o objetivo é equilibrar a velocidade com a geração de calor. Velocidades altas podem fazer com que o material derreta ou se deforme.
Procure velocidades de corte entre 200–500 m/min e taxas de avanço de 0,1–0,5 mm/rev. Sempre comece conservadoramente e ajuste com base na qualidade do corte e na formação de cavacos.
Considerações Avançadas de Trajetória da Ferramenta
A forma como a ferramenta se move através do material é tão importante quanto sua velocidade. Evite cortes agressivos e de largura total que coloquem estresse significativo na peça.
Use trajetórias de ferramenta circulares ou helicoidais para minimizar vibrações e garantir uma remoção de material mais uniforme. Para seções finas, use múltiplas passadas rasas em vez de uma profunda.
Dominando a Fixação da Peça e o Controle Ambiental
A forma como você segura a peça e gerencia o ambiente circundante é frequentemente o fator decisivo entre uma peça bem-sucedida e uma falha.
O Princípio de "Apoiar, Não Esmagar"
O objetivo principal da fixação do PTFE é fornecer o máximo de suporte com pressão de aperto mínima.
Mandris ou grampos padrão são frequentemente inadequados. Em vez disso, use mordentes macios moldados sob medida, mordentes em cunha (pie-jaws) ou dispositivos de vácuo que distribuem a força de retenção por uma área de superfície maior sem causar distorção.
A Necessidade de Resfriamento Ativo
O fluido de corte é obrigatório para gerenciar a expansão térmica. Um fluxo constante de fluido de corte direcionado para a aresta de corte removerá o calor, estabilizará a peça e ajudará a limpar os cavacos.
Para aplicações que exigem alta pureza, o ar filtrado também pode servir como um refrigerante eficaz.
Manutenção de um Ambiente Estável
Como o PTFE é muito sensível à temperatura, usiná-lo em um ambiente com controle de clima ajuda a garantir a estabilidade dimensional durante todo o processo.
Permita que o material se ajuste à temperatura da oficina antes da usinagem para evitar mudanças de tamanho durante a operação.
Compreendendo os Compromissos
Cada decisão na usinagem de PTFE envolve equilibrar fatores concorrentes. Reconhecer esses compromissos é fundamental para desenvolver um processo confiável.
Velocidade vs. Precisão Dimensional
Forçar tempos de ciclo mais rápidos aumentando as velocidades de corte quase sempre gerará mais calor. Isso compromete diretamente a precisão dimensional devido à expansão térmica. Para trabalhos de tolerância apertada, priorize um corte mais frio e lento.
Pressão de Fixação vs. Segurança
Este é o dilema central da fixação da peça. Muita pouca pressão e a peça pode se deslocar ou vibrar durante o corte, arruinando o acabamento. Muita pressão e a peça se deforma antes mesmo de você começar. É por isso que dispositivos de fixação especializados de contato total são tão eficazes.
Uso de Fluido de Corte vs. Contaminação da Peça
Embora o fluido de corte seja essencial para o controle térmico, o tipo de fluido pode ser um fator para peças usadas nas indústrias médica, alimentícia ou eletrônica. Nesses casos, pode ser necessário garantir a compatibilidade do fluido de corte ou usar ar frio e limpo.
Fazendo a Escolha Certa para o Seu Objetivo
Seu objetivo específico deve guiar sua estratégia de usinagem.
- Se seu foco principal for a máxima precisão dimensional: Priorize o resfriamento agressivo e velocidades e avanços conservadores, permitindo que a peça permaneça termicamente estável.
- Se seu foco principal for um acabamento superficial de alta qualidade: Certifique-se de que suas ferramentas de corte estejam perfeitamente afiadas com um ângulo de ataque positivo alto e use uma "passada de acabamento" leve e final para limpar qualquer deflexão do material.
- Se seu foco principal for usinar peças de parede fina ou delicadas: Use dispositivos de vácuo especializados ou fixações moldadas sob medida e empregue trajetórias de ferramenta que minimizem as forças de corte, como a interpolação helicoidal.
Em última análise, a usinagem bem-sucedida de PTFE é uma disciplina de controle, onde gerenciar o calor e a pressão é a chave para alcançar a precisão.
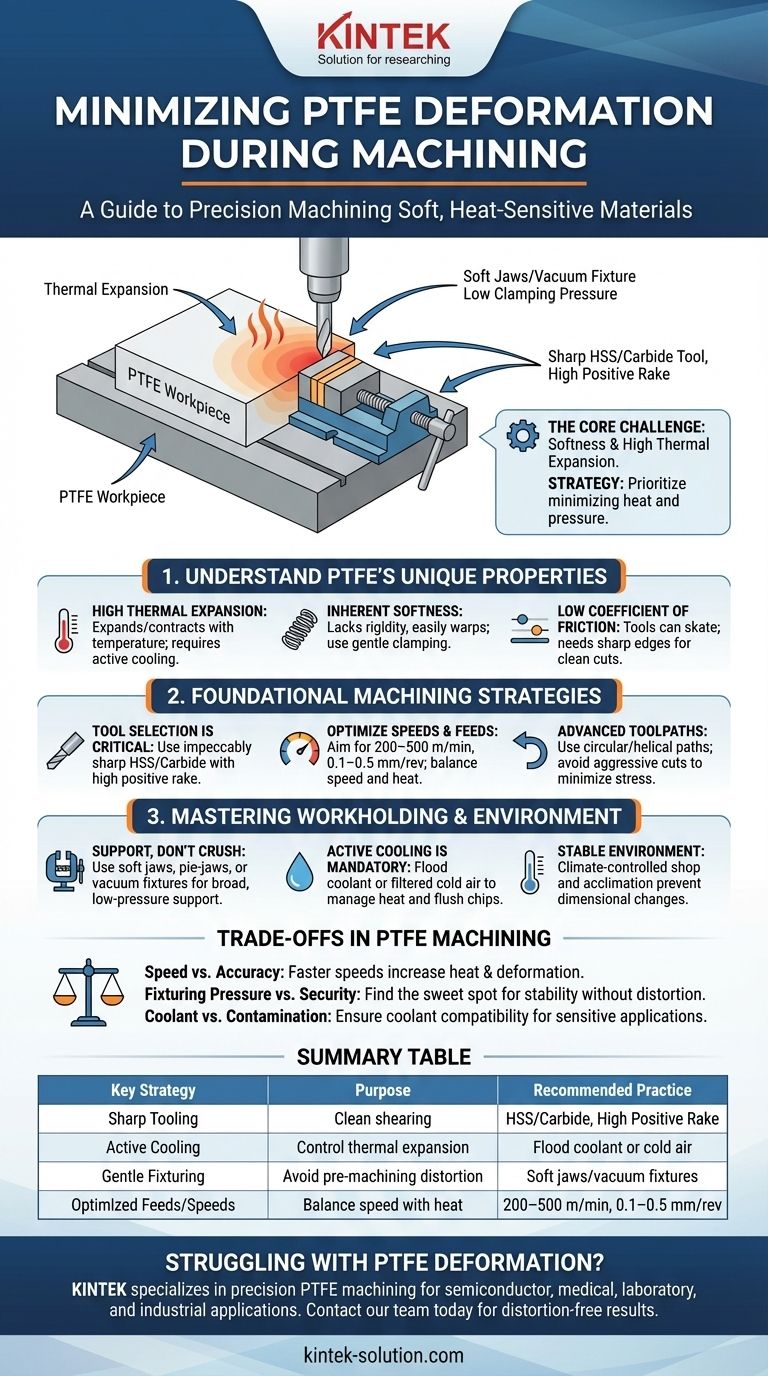
Tabela Resumo:
| Estratégia Chave | Propósito | Prática Recomendada |
|---|---|---|
| Ferramentas Afiadas | Cisalhamento limpo, atrito mínimo | Use ferramentas HSS/Carboneto com ângulo de ataque positivo alto |
| Resfriamento Ativo | Controlar a expansão térmica | Fluxo de fluido de corte ou ar frio direcionado para o corte |
| Fixação Suave | Evitar distorção pré-usinagem | Use mordentes macios, mordentes em cunha ou dispositivos de vácuo |
| Avanços/Velocidades Otimizados | Equilibrar velocidade com geração de calor | Velocidade de 200–500 m/min, avanço de 0,1–0,5 mm/rev |
Com dificuldades com a deformação do PTFE em seus componentes? A KINTEK é especializada em usinagem de precisão de PTFE para aplicações em semicondutores, médicas, laboratoriais e industriais. Nossa experiência em fabricação personalizada — de protótipos a pedidos de alto volume — garante que suas peças atendam às tolerâncias exatas sem compromisso. Entre em contato com nossa equipe hoje para discutir os requisitos do seu projeto e alcançar resultados sem distorção.
Guia Visual
Produtos relacionados
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Aparelhos de Laboratório em PTFE Personalizados, Células de Reação de Baixo Background Resistentes à Corrosão, Fabricação CNC de Precisão
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Cortador de Membrana de Filtro PTFE de Alta Pureza com Lâmina de Cerâmica para Análise de PM2.5 e Divisor de Papel de Filtro de Laboratório Personalizável
As pessoas também perguntam
- Por que o PTFE usinado é popular na área médica? Biocompatibilidade e Precisão Incomparáveis
- Peças usinadas de PTFE podem ser personalizadas? Obtenha Soluções de Precisão para Aplicações Exigentes
- Como são tipicamente fabricados os recipientes e aparelhos de laboratório de PTFE? Dentro do Processo de Usinagem de Precisão
- Como os recipientes de Politetrafluoretileno (PTFE) se comportam em relação à permeação de gases? Insights de especialistas sobre absorção de solventes
- Peças de PTFE podem ser personalizadas de acordo com requisitos específicos? Obtenha Componentes de PTFE Personalizados de Precisão



















