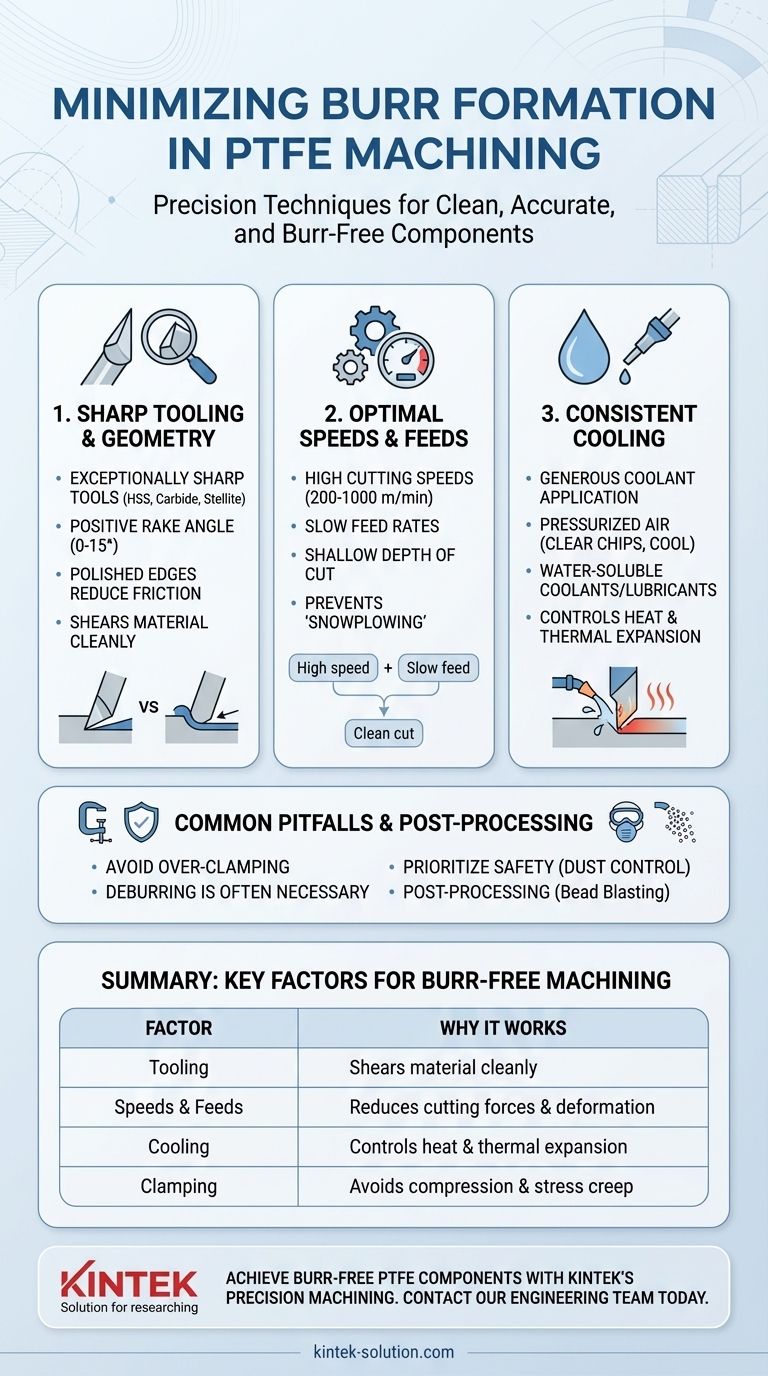
Para minimizar eficazmente a formação de rebarbas na usinagem de PTFE, você deve usar ferramentas excepcionalmente afiadas com um ângulo de ataque positivo, empregar altas velocidades de corte combinadas com taxas de avanço lentas e aplicar resfriamento consistente. Esses três elementos trabalham juntos para cisalhar o material de forma limpa, em vez de empurrá-lo ou rasgá-lo, que é a principal causa de rebarbas neste polímero macio e "gomoso".
O desafio central da usinagem de PTFE não é a sua dureza, mas sim a sua maciez e alta expansão térmica. O sucesso depende menos da remoção agressiva de material e mais de uma abordagem orientada pela delicadeza que respeite a tendência do material a se deformar sob pressão e calor.

Compreendendo os Desafios Únicos da Usinagem de PTFE
Antes de aplicar técnicas específicas, é crucial entender por que o Politetrafluoretileno (PTFE) se comporta de forma diferente de metais ou mesmo de outros plásticos. Suas propriedades são a causa raiz de problemas comuns de usinagem, como a formação de rebarbas.
O Problema da Maciez e Deformação
O PTFE é extremamente macio e possui um baixo módulo de elasticidade. Em vez de lascar de forma limpa como um material rígido, ele tende a empurrar, esticar e rasgar quando uma ferramenta de corte é aplicada. Essa deformação plástica é o que cria as rebarbas felpudas e difíceis de remover ao longo da borda de corte.
Alto Coeficiente de Expansão Térmica
O PTFE se expande e contrai significativamente com as mudanças de temperatura. O atrito de uma ferramenta de corte gera calor localizado, fazendo com que o material inche durante o corte e depois encolha à medida que esfria. Essa instabilidade térmica torna difícil manter tolerâncias apertadas e pode piorar as rebarbas à medida que o material se deforma em torno da ferramenta.
Fluência de Tensão e Baixa Rigidez
Este material é propenso à "fluência de tensão" (stress creep), o que significa que ele se deformará lentamente com o tempo quando mantido sob pressão. Uma força de fixação excessiva durante a montagem pode facilmente comprimir a peça, levando a dimensões imprecisas e defeitos assim que a pressão for liberada.
Princípios Fundamentais para Usinagem Livre de Rebarbas
Abordar as propriedades do PTFE requer uma abordagem específica e disciplinada. Concentrar-se nas três áreas a seguir trará as melhorias mais significativas na qualidade do corte.
Ferramentas: Nitidez e Geometria São Primordiais
O fator mais importante é a própria ferramenta de corte. Uma ferramenta cega ou com formato inadequado empurrará o material em vez de cisalhá-lo.
Use ferramentas feitas de Aço Rápido (HSS) ou metal duro (carbeto), sendo as ferramentas com ponta de Stellite outra excelente opção devido à sua resistência ao desgaste.
A aresta de corte deve ser extremamente afiada e polida, frequentemente referida como "afiada como navalha". Isso reduz o atrito e promove uma ação de cisalhamento limpa.
Empregue um ângulo de ataque positivo (tipicamente de 0 a 15 graus). Essa geometria ajuda a levantar a cavaco para longe da peça de trabalho e reduz significativamente as forças de corte, minimizando a deformação do material.
Velocidades e Avanços: Um Equilíbrio Contraintuitivo
A combinação ideal para PTFE é uma alta velocidade de corte e uma taxa de avanço lenta. Isso pode parecer contraintuitivo, mas é essencial para um corte limpo.
Altas velocidades de corte (200 a 1000 m/min) garantem que a aresta da ferramenta esteja se movendo rápido o suficiente para cisalhar o material antes que ele tenha tempo de se deformar.
Taxas de avanço lentas evitam que a ferramenta empurre muito material de uma vez, reduzindo a pressão e o atrito. Isso dá tempo à ferramenta para cortar de forma limpa sem "arar" através do PTFE.
Uma profundidade de corte rasa também é recomendada para minimizar ainda mais as forças de corte.
Gerenciamento Térmico: O Papel do Refrigerante
Controlar o calor é inegociável para manter a estabilidade dimensional e reduzir as rebarbas.
A aplicação generosa de um refrigerante é fundamental. Ar pressurizado é frequentemente eficaz para limpar cavacos e fornecer algum resfriamento sem interação química.
Para operações mais intensivas, refrigerantes ou lubrificantes solúveis em água são altamente eficazes na dissipação de calor e na prevenção do inchaço do material.
Armadilhas Comuns e Pós-Processamento
Mesmo com técnica perfeita, a natureza do PTFE apresenta desafios persistentes que exigem vigilância.
O Perigo do Aperto Excessivo (Over-Clamping)
Nunca use a mesma pressão de fixação para PTFE que você usaria para metal. Use apenas força suficiente para prender a peça. Apertar demais comprimirá o material, resultando em uma peça final imprecisa assim que for liberada do dispositivo de fixação.
A Inevitabilidade da Rebarbação
Embora a técnica adequada minimize as rebarbas, ela pode não eliminá-las completamente. Planeje uma etapa de rebarbação. Lâminas afiadas ou ferramentas de rebarbação especializadas podem remover cuidadosamente o material restante. Para um acabamento superior em uma escala maior, métodos de pós-processamento como jato de esferas (bead blasting) podem ser eficazes.
Uma Nota Crítica sobre Segurança
A usinagem de PTFE cria partículas finas de poeira que podem ser perigosas se inaladas. Sempre trabalhe em uma área bem ventilada, use um refrigerante para suprimir a poeira e use equipamento de proteção individual apropriado, incluindo uma máscara.
Fazendo a Escolha Certa para o Seu Objetivo
Seu objetivo principal deve guiar qual aspecto do processo você prioriza.
- Se seu foco principal é o melhor acabamento superficial absoluto: Priorize ferramentas polidas e afiadas como navalha com um ângulo de ataque positivo e passadas de acabamento muito leves e lentas.
- Se seu foco principal é manter tolerâncias dimensionais rigorosas: Concentre-se no gerenciamento térmico agressivo com resfriamento constante e controle meticuloso da pressão de fixação.
- Se seu foco principal é a eficiência da produção: Implemente um cronograma rigoroso de manutenção de ferramentas para garantir que as arestas sejam reafiadas ou substituídas regularmente, evitando a degradação da qualidade durante uma produção.
Em última análise, tratar o PTFE com precisão e um profundo entendimento de seu comportamento único é a chave para alcançar resultados limpos, precisos e livres de rebarbas.
Tabela Resumo:
| Fator Chave | Prática Recomendada | Por Que Funciona |
|---|---|---|
| Ferramentas | Ferramentas afiadas como navalha, com ângulo de ataque positivo (HSS, carbeto) | Cisalha o material de forma limpa em vez de empurrar/rasgar |
| Velocidades e Avanços | Alta velocidade de corte (200-1000 m/min), taxa de avanço lenta | Reduz as forças de corte e a deformação do material |
| Resfriamento | Aplicação generosa de refrigerante ou ar pressurizado | Controla o calor, previne a expansão térmica e o inchaço |
| Fixação | Pressão mínima e suave | Evita a compressão do material e a fluência de tensão |
Alcance Componentes de PTFE Sem Rebarbas com Usinagem de Precisão KINTEK
Com dificuldades com rebarbas e instabilidade dimensional em suas peças de PTFE? As técnicas delineadas acima são centrais para nosso processo de fabricação. Na KINTEK, especializamo-nos na usinagem de componentes de PTFE de alta precisão — desde vedações e revestimentos personalizados até equipamentos de laboratório complexos — para os setores de semicondutores, médico e industrial.
Entendemos que sua aplicação exige um desempenho impecável. Deixe-nos colocar nossa experiência para trabalhar para você:
- Precisão Garantida: Utilizamos equipamentos de última geração e protocolos rigorosos para garantir que cada peça atenda às suas especificações exatas.
- Fabricação Personalizada: De protótipos rápidos a tiragens de produção de alto volume, entregamos qualidade consistente e livre de rebarbas.
- Especialização em Materiais: Navegamos pelos desafios únicos do PTFE para que você não precise, economizando tempo e garantindo a confiabilidade da peça.
Pronto para componentes de PTFE superiores? Entre em contato com nossa equipe de engenharia hoje mesmo para discutir os requisitos do seu projeto.
Guia Visual
Produtos relacionados
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Fabricante de peças de PTFE personalizadas para peças de Teflon e pinças de PTFE
- Fabricante de peças personalizadas de PTFE para recipientes e componentes de teflon
- Impulsor de Agitação de PTFE Resistente à Corrosão e Disco de Dispersão de Politetrafluoretileno Personalizável
As pessoas também perguntam
- Quais vantagens os cestos de flores em PTFE oferecem para a indústria fotovoltaica e de energia solar? Aumente a Eficiência das Células
- Qual é a faixa de temperatura operacional para cestos de PTFE? Limites térmicos e desempenho de -200°C a +260°C.
- Quais são as funções principais e características de design de uma cesta de flor de PTFE? Otimize o Processamento Químico de Alta Pureza
- Como uma cesta de flores de PTFE contribui para a lavagem e secagem eficientes de substratos? Eficiência de Processo do Laboratório Boost
- Como o design estrutural de uma cesta de flores de PTFE garante acesso uniforme de fluidos aos substratos? Otimize os Rendimentos de Laboratório



















