Sim, o PTFE curado e colado pode ser usinado, mas requer uma abordagem especializada. O sucesso depende do uso de métodos convencionais como retificação, torneamento ou fresamento, adaptando ferramentas e parâmetros para gerenciar as propriedades únicas do material, como alta expansão térmica e maciez.
O principal desafio na usinagem de PTFE não é a dureza do material, mas o gerenciamento térmico e a deformação. O objetivo é usar ferramentas excepcionalmente afiadas para criar uma ação de corte limpa, gerando uma cavaco distinta em vez de esfregar ou derreter o material, o que leva a acabamentos ruins e imprecisão dimensional.

Princípios Fundamentais para Usinagem de PTFE
Para usinar PTFE de forma eficaz, você deve controlar suas características inerentes. Ignorar esses princípios é a principal causa de tentativas fracassadas.
O Principal Desafio: Expansão Térmica
O PTFE se expande e contrai significativamente com as mudanças de temperatura. O atrito da usinagem pode gerar calor suficiente para fazer com que a peça saia da tolerância antes mesmo que o corte termine.
Todas as recomendações subsequentes — desde a seleção da ferramenta até o uso de refrigerante — são projetadas para mitigar esse acúmulo de calor.
Prevenção da Deformação do Material
O PTFE é um material macio. Pressão de fixação excessiva em uma morsa ou mandril distorcerá facilmente a peça, levando a dimensões finais imprecisas.
Da mesma forma, ferramentas cegas ou cortes agressivos empurrarão e deformarão o material em vez de cortá-lo de forma limpa.
O Papel Crítico da Nitidez da Ferramenta
Uma aresta de corte excepcionalmente afiada é inegociável. Uma ferramenta afiada reduz as forças de corte, o que, por sua vez, minimiza o calor de atrito e a deformação do material.
As ferramentas devem ser reafiladas regularmente para manter essa aresta nítida, pois mesmo um desgaste mínimo pode degradar drasticamente o desempenho.
Métodos de Usinagem e Ferramentas Recomendados
Embora máquinas padrão sejam usadas, as ferramentas e a configuração são específicas para as demandas do PTFE.
Ferramentas: Por que o Carboneto Não Revestido é Preferido
Ferramentas de carboneto não revestidas e afiadas ou com ponta de Stellite são a escolha ideal. Ferramentas revestidas podem aumentar o atrito, enquanto o aço de alta velocidade (HSS) perde o fio muito rapidamente.
Um ângulo de ataque positivo (entre 0 e 15 graus) na ferramenta ajuda a criar uma ação de cisalhamento e reduz as forças de corte, promovendo um corte mais limpo.
Operações de Retificação
A retificação é um método comum e eficaz para acabamento de PTFE curado.
Use rebolos de carbeto de silício (grão 80-30) com ligação de borracha ou poliuretano. Para acabamento mais fino, pode ser usada uma pedra de óxido de alumínio. A velocidade de retificação deve ser semelhante à usada para ferro fundido, com uma pedra aberta e refrigerante abundante.
Torneamento e Fresamento
Para torneamento e fresamento, o foco permanece em ferramentas afiadas e gerenciamento de calor. Máquinas CNC de alta precisão fornecem o controle necessário para resultados precisos e repetíveis.
Compreendendo as Armadilhas e Parâmetros Chave
O sucesso reside no equilíbrio de vários fatores concorrentes. Errar em um pode comprometer toda a operação.
O Equilíbrio Velocidade vs. Taxa de Avanço
Existe uma relação delicada entre a velocidade de corte e a taxa de avanço.
Geralmente, use velocidades de corte mais lentas (200-500 pés de superfície por minuto é uma faixa inicial) e taxas de avanço moderadas a altas (0,002 a 0,010 polegadas por revolução). Essa combinação garante que a ferramenta esteja removendo ativamente uma cavaco em vez de esfregar contra a superfície, o que geraria calor excessivo. Uma taxa de avanço muito lenta causa atrito; uma muito rápida pode causar lascamento.
A Importância do Refrigerante
Resfriamento suficiente é obrigatório. Use ar pressurizado, um sistema de névoa ou um refrigerante solúvel em água para remover continuamente o calor e as cavacos da zona de corte. Esta é a maneira mais direta de combater a expansão térmica durante o corte.
Fixação da Peça e Pressão de Aperto
Aplique a pressão de fixação mínima necessária para segurar a peça de trabalho com segurança. Isso evita que o material se distorça ou comprima, o que arruinaria a precisão dimensional.
Atingindo Tolerâncias Apertadas
Uma boa regra geral para tolerâncias gerais em peças de PTFE é +/- 0,001 polegadas por polegada de dimensão. Tolerâncias mais apertadas são alcançáveis, mas exigem graus de PTFE reforçados altamente estáveis e controle meticuloso de todo o processo de usinagem.
Pós-Usinagem: Rebarbação
Após a usinagem, o PTFE terá bordas afiadas ou "rebarbas". Estas devem ser removidas cuidadosamente com uma faca afiada ou ferramenta de rebarbação dedicada, pois podem afetar o desempenho ou a montagem da peça final.
Como Aplicar Isso ao Seu Projeto
Seus parâmetros específicos dependerão do seu objetivo principal.
- Se seu foco principal for alta precisão e tolerâncias apertadas: Priorize pressão de fixação mínima, um ambiente com temperatura controlada e controle CNC de alta precisão.
- Se seu foco principal for um excelente acabamento superficial: Enfatize o uso de ferramentas de carboneto não revestidas excepcionalmente afiadas com um ângulo de ataque positivo e um suprimento constante de refrigerante.
- Se seu foco principal for a remoção simples de material: Você pode ser mais flexível, mas gerenciar o calor para evitar a delaminação da ligação continua sendo o fator crítico.
Em última análise, usinar PTFE com sucesso é um processo de requinte que recompensa o foco em ferramentas afiadas e controle térmico.
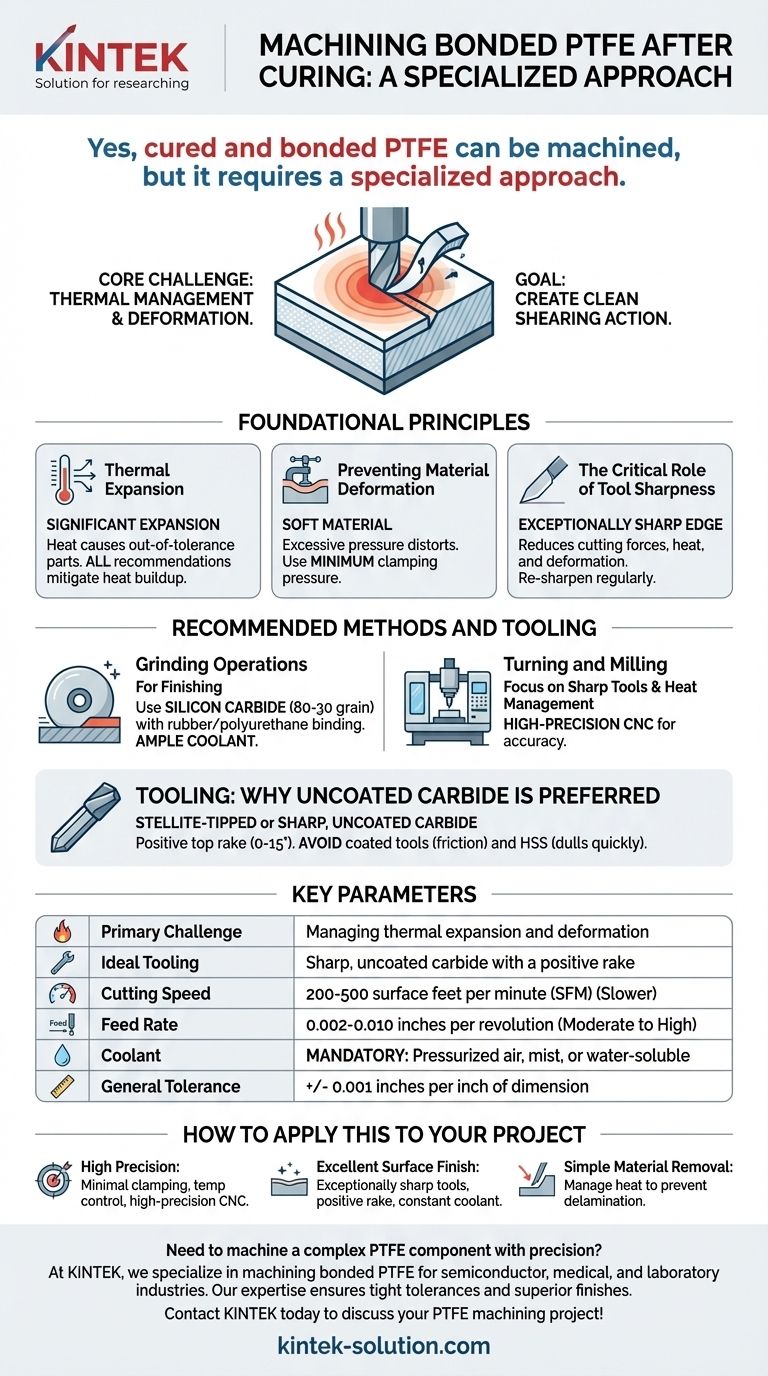
Tabela de Resumo:
| Parâmetro Chave | Recomendação |
|---|---|
| Desafio Principal | Gerenciamento da expansão térmica e deformação |
| Ferramentas Ideais | Carboneto não revestido afiado com ângulo de ataque positivo |
| Velocidade de Corte | 200-500 pés de superfície por minuto (SFM) |
| Taxa de Avanço | 0,002-0,010 polegadas por revolução |
| Refrigerante | Ar pressurizado, névoa ou refrigerante solúvel em água é obrigatório |
| Tolerância Geral | +/- 0,001 polegadas por polegada de dimensão |
Precisa usinar um componente complexo de PTFE com precisão?
Na KINTEK, somos especializados na usinagem de PTFE colado para as indústrias de semicondutores, médica e laboratorial. Nossa experiência no gerenciamento da expansão térmica e no uso de ferramentas especializadas garante que suas peças atendam a tolerâncias apertadas e acabamentos superficiais superiores.
Oferecemos fabricação personalizada, de protótipos a pedidos de alto volume. Deixe-nos lidar com os desafios da usinagem de PTFE para que você obtenha uma peça confiável e de alto desempenho.
Entre em contato com a KINTEK hoje para discutir seu projeto de usinagem de PTFE!
Guia Visual
Produtos relacionados
- Fabricante de peças de teflon PTFE moldadas personalizadas para laboratório ITO FTO Cesto de flores para limpeza de vidro condutor
- Célula de Amostra Cônica em PTFE Usinada Sob Encomenda Resistente à Corrosão Recipiente Triangular em Fluoropolímero para Análise de Traços
- Barras personalizadas de PTFE preenchidas com grafite para aplicações industriais avançadas
- Fitas de Vedação de PTFE Personalizadas para Aplicações Industriais e de Alta Tecnologia
- Pá de Agitação Resistente à Corrosão em PTFE e Disco de Dispersão Dentado Personalizável para Mistura Química Farmacêutica
As pessoas também perguntam
- Como os cestos florais de PTFE contribuem para a pureza na fabricação de semicondutores? Alcance Pureza Sub-10 ppt e Lixiviação Zero
- Como o design estrutural de uma cesta de flores de PTFE garante acesso uniforme de fluidos aos substratos? Otimize os Rendimentos de Laboratório
- Qual é a função e aplicação primária de uma cesta de flores de PTFE? Guia especializado para processamento de alta pureza
- Como uma cesta de flores de PTFE contribui para a lavagem e secagem eficientes de substratos? Eficiência de Processo do Laboratório Boost
- Como os cestos de flor em PTFE se comparam aos suportes de quartzo ou aço inoxidável? Maximize o ROI com Soluções de Baixo Custo Total de Propriedade



















